東條製作所では、製作したプリント基板を出荷前に検査するための3D画像検査機や、0603サイズなどの極小部品でも高い精度で実装可能なYAMAHA製マウンターなど、高品質な基板製作に必要な最新の設備を随時導入しています。また、はんだ種の違いや、鉛あり(共晶)・鉛なし(Pbフリー)基板についてそれぞれ生産ラインを分離して確実に混在がないよう徹底するなど、「品質第一」をモットーとして常に更なる品質向上を図っており、おかげさまで極めて低い不良率を維持することができています。お取引のある企業様であれば工場を見ていただくことも可能なので、興味のある方はぜひご連絡ください。
リード高さ
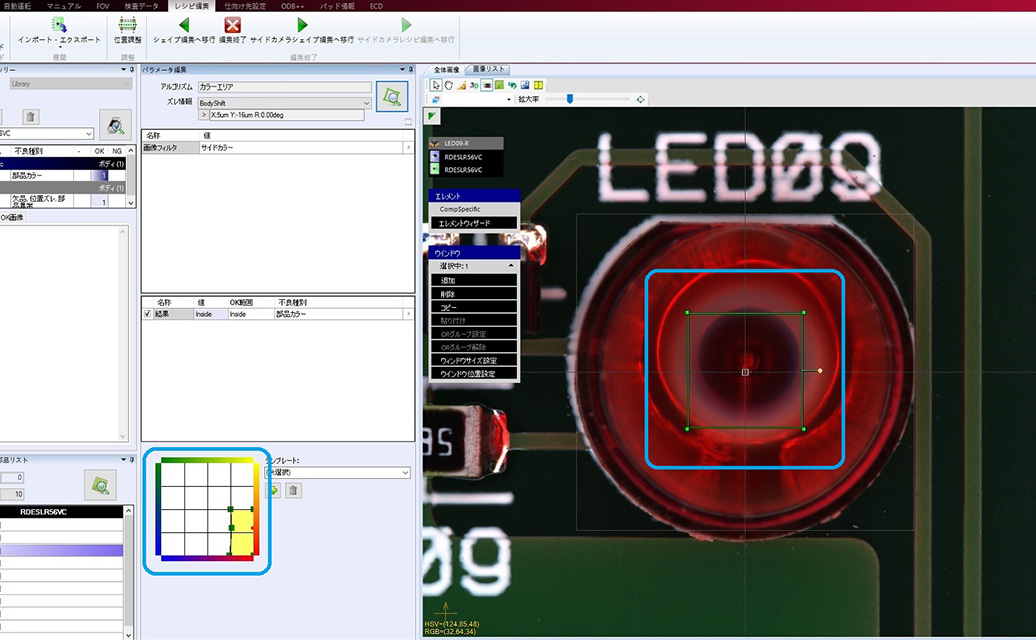
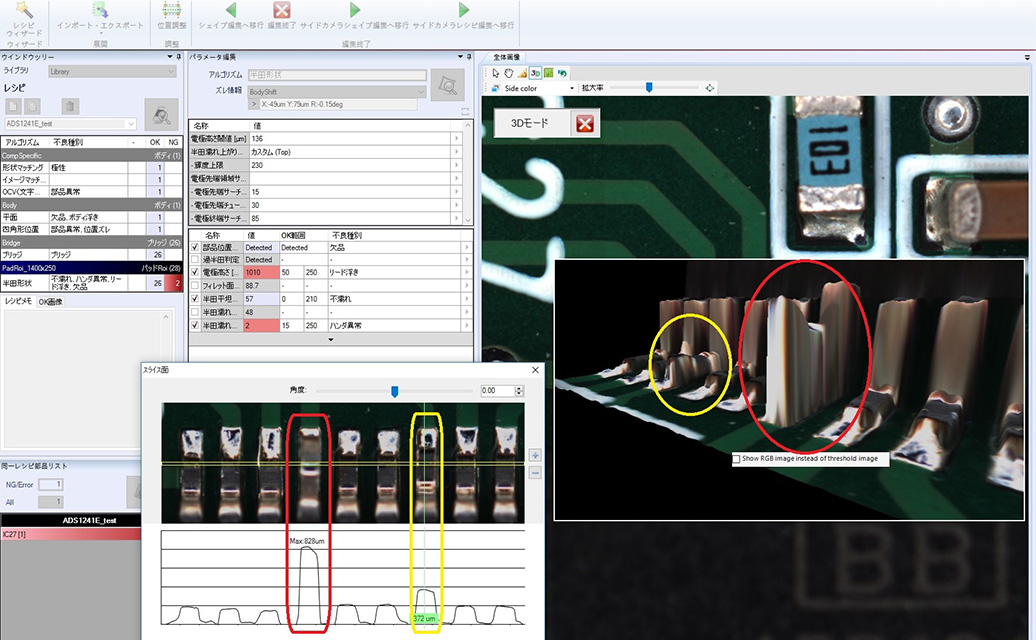
色認識
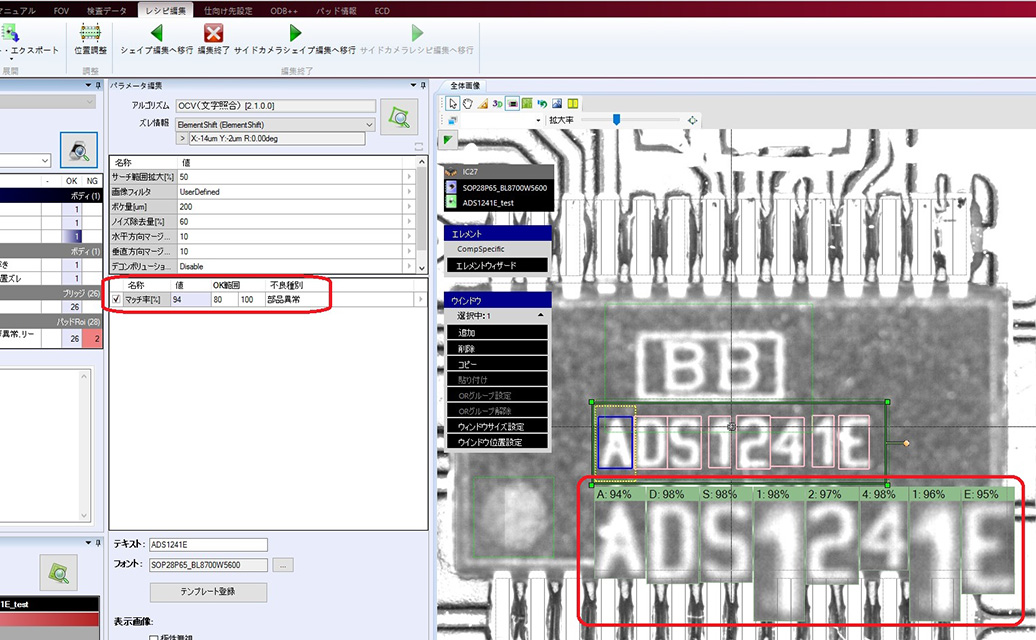
文字認識
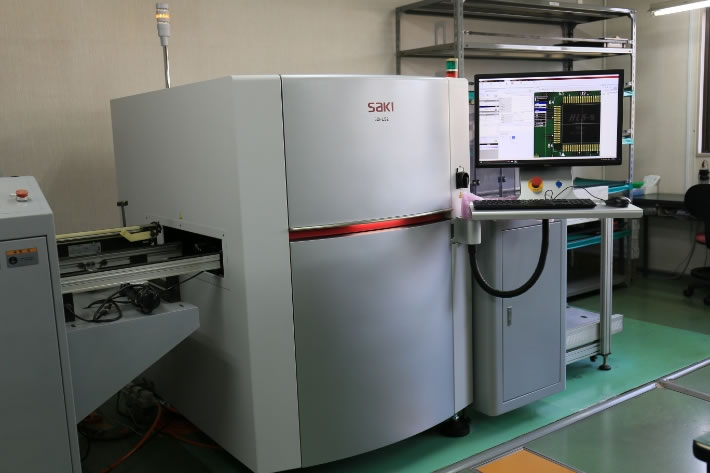
SAKI製3Di-LS2。弊社自慢の3D画像検査装置は、高速・高精度検査を実現するハードウェアを搭載した3D自動外観検査装置で、文字認識、部品のずれ、リード高さ(部品の高さ)、部品の浮き、色認識、はんだの形状を判別することが可能です。一般的な2Dの画像検査機と異なり、リード高さや部品の浮きを調べられることがポイント。部品の浮きがあるとその基板が組み込まれた機械が正しく動かないことに繋がるため、高品質な基板を納品するために欠かせない機械となっています。

SAKI製BF-Comet18。DIPはんだ検査専用アルゴリズムによる生産品質向上を実現した2D外観検査装置。

SAKI製BF18D-P40。様々な検査に対応できる複数の検査方法とアルゴリズムを持っています。
チップC.R部品はライブラリがあるのですぐにデータ作成が可能ですが、IC部品などは画像検査機の文字認識検査アルゴリズムを使って1つ1つのICに記載の文字を検査項目にしているために、多少時間がかかってしまいます。ただ、万が一起こってしまうかもしれない誤実装を判断することができるので、品質面を考えると確実にしておく必要があると考えています。
3Dの検査ができる点で、やはりリードの高さを測定できることが品質面で大きな役割を果たしてくれていると思います。2D検査機や目視ではなかなか判断できないリード浮きも、3D画像検査機であれば1μmから数値で測定できるために、少しのリード浮きも見逃さずに判別することが可能です。また、実装点数が多い製品だと目視では相当時間がかかる部分も、画像検査機であればだいたいの製品は1分もかからずに検査ができるので、3D画像検査機を導入してから検査時間も大きく短縮することができています。

YAMAHA製YSM10。03015(0.3mm×0.15mm)超小型チップ部品から、55mm×100mm、高さ15mmの大型部品まで対応可能。1ビーム1ヘッドマシンにおいて、クラス世界最速約46,000CPH高速搭載能力を実現。

YAMAHA製YV-100xg、他。1005などの極小チップ部品実装に対応。部品装着0.18秒/個の高速実装。

YAMAHA製YVP-XG。0603パターンへの高精度・高速印刷が可能。

Pbフリー対応のエイテックテクトロン製AJ06M-8。加熱8ゾーン。冷却2ゾーン。
0603サイズ(0.6mm×0.3mm)のチップです。人の目で見てもほとんどわからないサイズですが、表面実装で使用しているYAMAHA製YSM10のマウンターは実装性能が高いので、問題なく実装することができています。ちなみにこれまで経験したことはありませんが、当社マウンターは03015サイズ(0.3mm×0.15mmサイズ)まで実装が可能なようです。
基本的に機械実装が可能なリール・カットリール・スティック・トレーのご支給でお願いしています。
中にはバラ状態での支給もございますが、狭ピッチ部品・1005サイズ以下の部品以外であれば、手載せでの対応も行っています。
手載せ対応は表面実装グループの作業者のみが行うようにしています。手先の器用さも必要ですが、方向がある部品もありますので、部品の特徴を理解できている必要もあります。

MAX350mmの基板に対応。

SEITEC製TLC-350X4。静止槽と局所噴流はんだ付け装置を所有し、様々な製品に対応。

弘輝テック製TAKUROBO-Ⅱ。ポイントごとに必要なハンダ量と時間をコントロール。
東條製作所では、「フローはんだ付け」「局所噴流はんだ付け」「卓上型はんだ付け装置を使ったポイント噴流はんだ付け」などが代表的ですね。「フローはんだ付け」は部品点数が多く台数が多いとき、「局所噴流はんだ付け」はリード部品の近くに熱に弱いチップ部品などがあるとき、「卓上型はんだ付け装置を使ったポイント噴流はんだ付け」は製品ごとに秒数管理・温度管理が必要なときで使い分けていますが、東條製作所では極力卓上型はんだ付け装置を使った実装をするようにしています。
そこは専任の担当者が事前にはんだ付けする箇所や秒数・温度のデータを作成するようにしています。データを作るのは大変ですが、一度作れば同じデータを繰り返し使えるため、安定した品質を保つことができるんです。
東條製作所ではPbフリー・RoHS製品をメインで製造しておりますが、共晶製品の製造も行っています。
製造時には「Pbフリー・RoHS製品」と「共晶製品」は建屋を分けて作業を行っておりますので、混在することはございません。その点についてはご安心ください。